Phong cách tối giản và tối đa trong thiết kế bao bì
Việc dán hộp là mắt xích cuối cùng trong quy trình sản xuất hộp bao bì. Công đoạn này không khó nhưng nếu làm không cẩn thận có thể khiến doanh nghiệp phải chịu tổn thất về chi phí.
Để dán mép thành hộp, bạn cần cho keo lên phần mép cần dán, ép và giữ cho đến khi keo khô lại. Các miếng bìa đã dán keo thường được xếp thành dạng hộp sao cho có thể giữ được một mức áp lực nhất định tại các điểm dán keo. Quy trình này phải được kiểm soát rất kỹ để tránh gặp phải sự cố không mong muốn.
Dán mép hộp bằng keo nhiệt yêu cầu thiết bị thực hiện phải được cài đặt chính xác. Đối với các hộp carton được dán ở đầu và dính bằng keo gốc nước thì đường keo phải được dán nhanh và độ bền ướt của giấy bồi phải đủ để giữ mép đầu ở nguyên vị trí cho đến khi đường keo đã khô. Với đường keo nhiệt thì không cần điều kiện bổ sung này nhờ độ kết dính tốt và có thể khô nhanh chóng.
Các xưởng in hộp giấy, cụ thể hơn là in thùng carton sóng, sẽ bôi keo lên bề mặt lớp giấy bồi đầu tiên bằng cách sử dụng một bộ dụng cụ. Keo sẽ làm ẩm bề mặt giấy và bắt đầu đông đặc. Lớp bề mặt giấy bồi thứ hai được dính keo dưới áp lực và bắt đầu kết dính. Nếu sử dụng loại keo gốc nước, giấy bồi trước tiên sẽ hấp thụ nước khiến cho phần keo đông đặc lại. Còn với keo nhiệt, sau khi keo nguội thì chúng sẽ tự khô lại.
Thời gian mở là khoảng thời gian kể từ khi bôi keo lên bề mặt giấy đầu tiên đến khi bôi keo lên bề mặt giấy thứ hai. Thời gian mở này sẽ phụ thuộc vào thiết bị đóng gói và sẽ ảnh hưởng đến việc lựa chọn loại keo và lượng keo cần thiết. Nó thậm chí có thể ảnh hưởng đến việc chọn bộ dụng cụ và mẫu keo áp dụng.
Thời gian ép 2 bề mặt phải đủ lâu để keo khô và chắc chắn đã dính được 2 bề mặt lại với nhau.
Loại keo phải phù hợp với chất liệu giấy và thiết bị thực hiện. Các xưởng in hộp giấy thường làm hộp giấy cứng bằng loại keo đáp ứng được các yêu cầu sau:
Nhiệm vụ của bộ dụng cụ là bôi lượng keo vừa đủ vào đúng vị trí. Keo có thể được áp dụng theo nhiều mẫu khác nhau tùy thuộc vào loại hộp và bộ dụng cụ. Một số mẫu dán keo mà bạn có thể tham khảo:
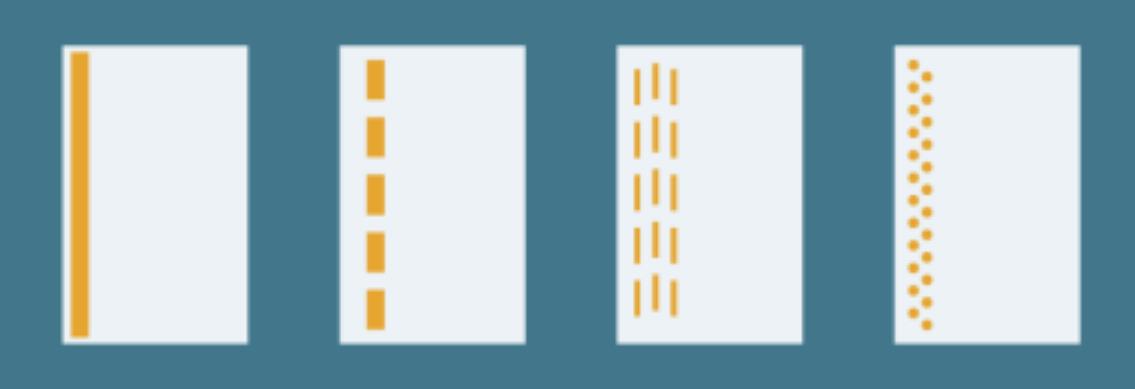
Bộ dụng cụ bôi keo dạng ngón tay là một ma trận các ngón tay được ngâm vào một bể keo. Phần ngón tay sẽ tiếp xúc với bề mặt tấm giấy và chuyển keo lên bề mặt tấm giấy theo mẫu.
Bộ dụng cụ dán keo dạng bánh xe bao gồm một bánh xe ngâm vào bể keo (keo gốc nước hoặc keo nhiệt). Phần bánh xe sẽ lăn đều trên bề mặt giấy để phủ lớp keo theo mẫu. Đây cũng là bộ dụng cụ phổ biến, có hiệu suất tốt và phù hợp với keo trắng. Nhược điểm chính trong khâu này là khó kiểm soát lượng keo. Bộ dụng cụ này dễ tắc khiến lớp keo phủ lên mặt giấy trở nên quá mỏng hoặc không đều.
Bộ dụng cụ nút bơm keo từ một bể chứa đến một ống dẫn được trang bị van tốc độ cao. Lượng keo có thể được phủ rất chính xác và có thể được bôi theo một mẫu cụ thể dạng đường hoặc dạng chấm. Đây là loại bộ dụng cụ đắt tiền nhất nhờ tính năng đo lượng keo và bôi keo theo mẫu chính xác và có chức năng kiểm soát tích hợp.
Giấy dán keo phải phù hợp với loại keo dán và kỹ thuật dán keo mà xưởng in hộp giấy áp dụng. Do đó, khi chọn loại keo và điều chỉnh thiết bị dán keo, bạn cần kiểm tra cẩn thận và thường xuyên để đảm bảo độ an toàn cho quy trình.
Cấu trúc đa lớp của bìa giấy làm hộp giấy cứng là rất quan trọng vì nó ảnh hưởng đến tính dễ uốn của bề mặt hộp giấy. Độ kéo dãn cao trên bề mặt giấy sẽ cho phép sử dụng các nếp gấp sâu và hẹp với lực phục hồi tốt. Điều này lại giúp quá trình dán keo diễn ra nhanh chóng vì các nắp bên của hộp không tạo ra áp lực quá lớn lên đường nối keo mới hình thành, giúp đường keo khô nhanh và kết dính tốt hơn.
Khi muốn tạo thiết kế cửa sổ cho hộp giấy cứng, bạn sẽ phải dán một lớp màng cellulose acetate hoặc polypropylene vào mặt sau của tấm bìa giấy. Khi đó, xưởng in hộp giấy sẽ phải chọn loại keo có thể bám vào lớp màng này và không bị thấm vào giấy làm giảm chất lượng kết dính. Keo cũng phải khô hoàn toàn trước khi thực hiện bước tiếp theo và vẫn phải giữ được độ mềm dẻo và bền.
Các bước trong quy trình dán keo đều cần phải được cài đặt rõ ràng để quy trình này có thể lặp đi lặp lại một cách chính xác. Việc thay đổi các thiết lập, chẳng hạn như loại keo, có thể mang lại những tác động không mong muốn. Bên cạnh đó, bạn không nên kết hợp nhiều loại keo trong một quy trình làm hộp giấy cứng mà hãy sử dụng một loại keo có thể mang lại hiệu quả tối ưu nhất.
Trong thời gian mở, keo ở trạng thái có độ kết dính nhất định nên bạn cần đảm bảo sự ổn định cho các yếu tố như nhiệt độ và độ thông gió.
Lực ép và nhiệt độ là rất quan trọng để đảm bảo độ kín cho hộp sau khi dán keo, điều này đặc biệt quan trọng khi in ấn các hộp giấy cứng đựng các sản phẩm chịu tác động của môi trường như in hộp trà hay in hộp rượu.
Bề mặt giấy phủ nhựa PE chưa được xử lý sẽ có một sức căng nhất định. Để dán keo cho loại bìa giấy có phủ một mặt bằng nhựa PE bằng keo emulsion, tấm giấy sẽ phải qua xử lý Corona để làm giảm độ căng cho lớp bề mặt. Quá trình này phải được thực hiện cẩn thận để không làm mài mòn hoặc làm bẩn lớp phủ nhựa PE.
Nếu việc in ấn xảy ra vấn đề thì bạn có thể nhận ra điều đó ngay khi mực in đã khô, nhưng nếu có vấn đề với keo dán thì lỗi sẽ chỉ xuất hiện sau khi sản phẩm đã được đóng gói. Để đảm bảo quy trình dán keo có chất lượng tốt nhất, bạn nên sử dụng keo nhiệt khi dán tấm bìa giấy có lớp phủ nhựa.
Bảo trì thiết bị dán keo là rất quan trọng vì nếu có sự cố xảy ra ở khâu này, chuỗi sản xuất sẽ ngừng lại và sản phẩm có thể bị hỏng. Khâu dán keo có thể tiềm ẩn một số rủi ro như bộ dụng cụ dán keo có thể bị tắc dẫn đến việc không bôi đủ lượng keo cần thiết hoặc keo nhiệt chảy có thể bị nung quá lâu, dẫn đến oxy hóa, thậm chí là bị cháy, khiến cho chúng mất đi sức bám.
Từ đó, việc thử lại kết quả dán keo là rất quan trọng để đảm bảo chuỗi sản xuất được diễn ra trơn tru.
Một biện pháp phổ biến để đánh giá chất lượng của quy trình dán keo là cắt miếng carton thành các dải rộng khoảng 20mm dọc theo đường nối keo. Các dải này phải đảm bảo về yếu tố nhiệt độ và độ ẩm trước khi thử nghiệm. Tiếp theo, hãy tách các dải này ra và nắm từng dải lần lượt bằng ngón trỏ và ngón cái.
Tiếp theo, từ từ cuộn đường nối keo ra theo hướng dán keo. Nếu việc này có thể thực hiện được nhiều lần trên nhiều đường nối keo mà không gây rách giấy carton thì đường nối keo có thể sẽ bị rạn mở trong quá trình vận chuyển hoặc khi bị đông lạnh. Khi đó, quy trình dán keo là không đảm bảo chất lượng.
Ngược lại, khi tách các đường nối keo, nếu phần giấy carton bị rách theo thì đường nối keo này được đánh giá là chắc chắn.

Lược dịch từ iggesund.com